想了解(潮南) 护栏波形护栏厂家让客户买的放心产品的更多信息?一部视频,让你轻松get到所有重点!
以下是:(潮南) 护栏波形护栏厂家让客户买的放心的图文介绍
 护栏波形护栏厂家让客户买的放心")
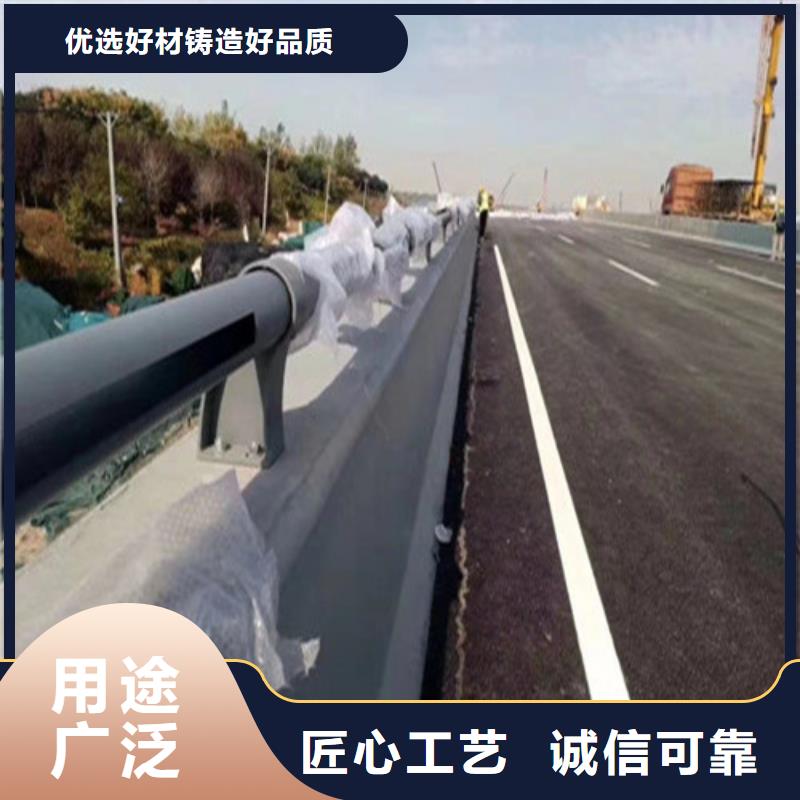
高速公路护栏是半钢性护栏的主要形式,它是一种以波纹状钢护栏板相互拼接并由主柱支撑的连续结构。车辆对其碰撞时,由于波形钢护栏板有良好的耐撞性能和吸收能量的作用,既不容易被撞毁,同时又可对车辆和司乘人员起到很好的保护作用。 高速公路护栏是半钢性护栏的主要形式,它是一种以波纹状钢护栏板相互拼接并由立柱支撑的连续结构。它利用土基、立柱、横梁的变形来吸收碰撞能量,并迫使失控车辆改变方向,回复到正常的行驶方向,防止车辆冲出路外,以保护车辆和乘客,事故造成的损失。 防腐后一点,使用的重要一方面,要保证长期,就必须解决好防腐,通过些简单的涂抹、喷涂,保证能产品,在使用过程中,也要注意日常保养,确保能产品。总的来讲,产品,不仅、便捷,产品,就需从基础地形、材质特点,安装工艺等方面着手,防腐,遇到问题时,及时找人员解决,那么日后便可长久、的使用下去。 施工当中的三大,如今已经成为道路施工、保护市民出行的有力保障。施工,都有相当严格的工序,每一道程序都关于到整个施工进度的开展。保障公路护栏正确施工、将是一项长期工程,对于每一个施工团队来讲,都是十分重要的内容。
 护栏波形护栏厂家让客户买的放心")
 护栏波形护栏厂家让客户买的放心")
内衬不锈钢复合钢管基层为Q235B, 因此采用 SMAW 的方法, 焊条选择准 3.2 mm 的 THA302 为合适, 既可以保证焊缝金属的强度, 还可以保证其塑韧性。 内衬不锈钢复合管在焊接时首先进行下料, 必须采用车床, 锯床等冷加工机械进行下料, 严禁使用火焰或等离子等切割工艺, 接着对内衬不锈钢复合管的焊接面进行焊缝坡口处理, 焊缝坡口的加工一般须采用专用坡口机, 车床等冷加工机械, 严禁采用火焰切割等热加工方法加工, 然后对内衬不锈钢复合管的坡口进行整形, 以内径尺寸为准, 采用内芯整圆的方法, 使焊接坡口处复层的椭圆度偏差符合要求。 焊接不锈钢复合钢的焊工需要具备焊接基层和复层母材的焊工资质,焊接过渡层的焊工同时还应具有耐蚀堆焊资质。 施焊之前必须有合格的焊接工艺评定。 焊接工艺评定编制前, 必须明确所要选取的焊材、 焊接顺序、是否要求焊前预热及焊后热处理。
 护栏波形护栏厂家让客户买的放心")
 护栏波形护栏厂家让客户买的放心")
 护栏波形护栏厂家让客户买的放心")
若逢雾天,应用干棉布擦拭铁艺护栏上的水珠。酸碱是铁艺护栏的‘头 ’若铁艺护栏上不慎滴上了酸(,醋酸)碱(苏打水,肥皂水)应立即用清水把污处冲洗干净,再用干棉布擦干。天长日久,铁艺护栏难免会生锈,这时千万不要自作主张,用砂纸打磨,这样会把漆也打磨掉。 铁艺护栏的基材是选用优质钢材经过热浸镀锌处理工艺加工而成的,热浸镀锌,就是把已经处理好的钢材投入到几千摄氏度的锌液中,使铁和锌发生化学反应生成锌铁合金层和纯锌层,用这种方法可以使铁艺护栏内部,外部均受。 铁艺护栏是由基材和配件组成,其表面经过多重处理工艺。能有效阻止铁艺工件被氧化的机会,延长铁艺护栏的使用寿命。铁艺护栏表面经过阿克苏诺贝尔彩色离分子处理工艺,可以自己选择表面颜色,一般常用的颜色有、草绿色、天蓝色、浅粉色等。 选择铁艺围栏切实靠谱随着工业企业的逐步扩大规模,商都开始自己进行厂区的修建,为了给工人一个很好的工作和生活环境,在厂区建设上面,负责人都花费了不少的心思。厂区内部的划分,很多时候,都需要借助护栏这样的产品进行区域的分割。
 护栏波形护栏厂家让客户买的放心")
 护栏波形护栏厂家让客户买的放心")
内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点: (1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。 (2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。 (3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。 (4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。 (5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。
 护栏波形护栏厂家让客户买的放心")
 护栏波形护栏厂家让客户买的放心")
广顺交通设施有限公司以服务广大 潮南高速护栏板厂家、波形护栏安装、波形护栏立柱、 波形梁防撞护栏、客户为宗旨,面对日渐残酷的竞争市场与逐步完善的 潮南高速护栏板厂家、波形护栏安装、波形护栏立柱、 波形梁防撞护栏、市场机制,对我公司内部各方面进行了调整,优化了公司各部门之间的协同作战及协调能力。采取灵活多变的措施,努力做到适应市场的变化节奏,减少中间环节,提高劳动效率,给客户以真诚、的回报,以答谢新老客户的厚爱。
 护栏波形护栏厂家让客户买的放心")
 护栏波形护栏厂家让客户买的放心")




 扫一扫
扫一扫